
Traceability, Lot Control and Quality Assurance
(This article originally appeared as Tracing Accountability in FAB Shop Magazine Direct.)
Traceability throughout the manufacturing supply chain is a strategic and competitive requirement – doing it the easiest and most efficient way possible is where it gets tricky. In regulated industries like automotive manufacturing, enterprises are required to track and trace goods from the raw materials supplier to delivery to the customer, documenting all processes, stages, and changes in between. Poor traceability is not an option.
Customers, prospects, and OEMs all require traceability and expect quality levels to meet their high standards. Manufacturers must comply with industry track and trace regulations. The possibility of product recalls demands well controlled, end-to-end traceability with a permanent, automated audit trail.
Traceability also leads to better customer relationships. Customer satisfaction comes from the quality assurance traceability delivers.
When a quality incident occurs, traceability means an enterprise can analyze the root cause of the issue. The analysis could uncover:
- the origin of a problematic raw material
- operator training gaps
- overdue machine maintenance
- lack of quality checks at different steps in the production process
- a particular supplier’s issue
Traceability gives manufacturers the tools to decrease non-conformance and improve quality. It takes two forms: product tracking follows a specified unit of a product through the supply chain. Routine tracking informs inventory management, logistics and obsolescence; product tracing gives manufacturers the ability to identify the origin of a specific unit or batch of product located within the supply chain by reviewing records upstream in the supply chain. Tracing informs recalls and product complaints.
Traceability procedures offer specific data on parts and products, including results of inspections, details of assembly processes, time and actions delivered from each workstation and other end-to-end data.
Lot Control Issues in Traceability
Traceability is simple if the manufactured material is going to move through the production process together from front to back as a group. It is when the material starts getting broken from the original lot or merged with material from other container lots that manufacturers face a challenge in quality control.
Manufacturers rarely maintain the same lot size from production through shipping. If you know that the lot size is going to change, let’s say for the packaging step, you can anticipate the changes in container lot quantity and can set up the manufacturing routing to accommodate these changes.
Problems with Some Traceability Methods
Many people think traceability is a pencil whipping exercise where managers tell operators to record everything they do and they will write it down. Unfortunately, there are several problems with this method:
- If you hand an operator a blank sheet of paper, there is no accountability, no automated way to process the information, no way to search or quantify the data, no way to analyze the data, etc.
- Writing on paper is not easy to look up and trace back should quality issues arise
- If you use an overly complex ERP system, operators won’t want to use it
Companies need an ERP solution that makes traceability as simple as possible for production employees to record transactions. In the event of quality control issues, management can pinpoint lots affected by the root cause.
Lot Control Sample Scenarios
Let’s look at scenarios to focus on lot control.
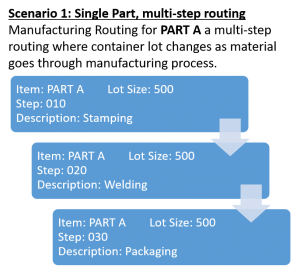
Scenario 1
For this first scenario, we’re looking at the manufacturing of a three-step routing for lot-controlled item number Part A. The manufacturing routing includes three processes:
- Step 010 – Stamping
- Step 020 – Welding
- Step 030 – Packing
The container lot size for this item number is 500 pieces.
If we determine that the Welding process is done in lots of 100, we now need to break lot Number 001 for PART A, Step 010 into child lots. From a lot traceability perspective, we now have five new lots (001-01 through 001-05) associated with the initial lot number 001 for item number PART A.
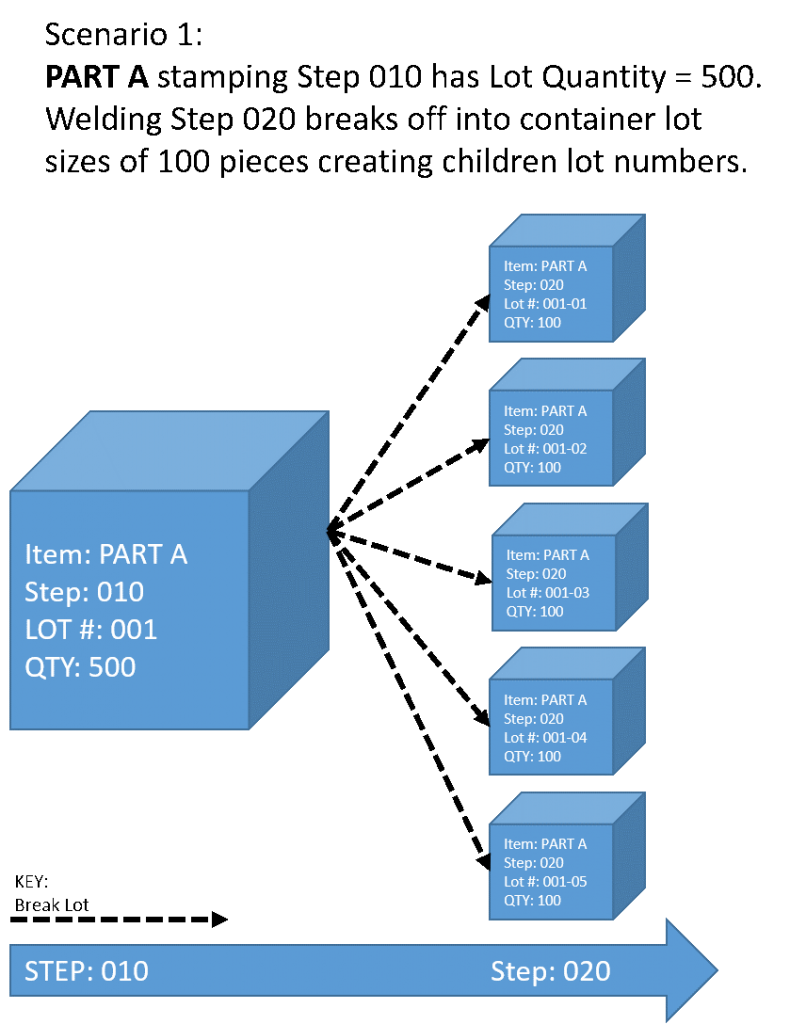
If it’s possible to anticipate the changes in container lot size, then you can set up your manufacturing routing to accommodate changes in lot size.
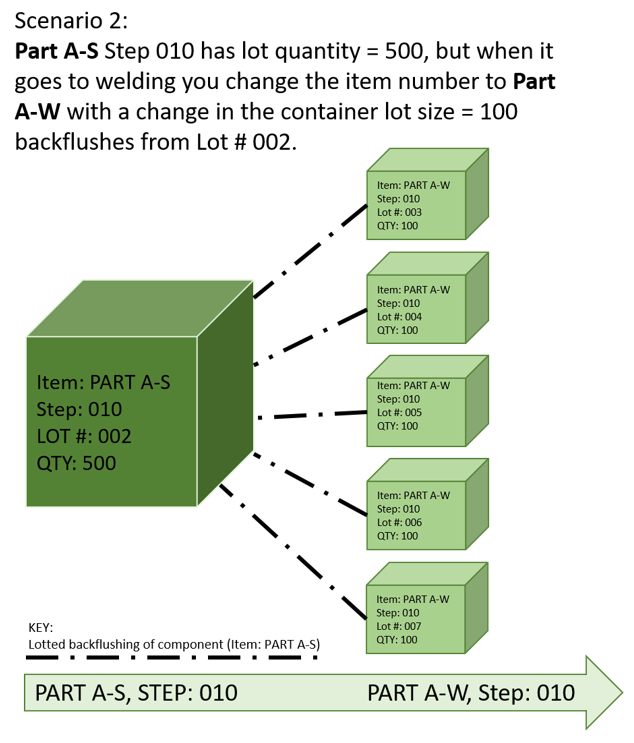
Scenario 2
An alternate way to set up this same item would be to set up the manufacturing routing with a new item number as the container lot size changes. In our example, the manufacturing process starts with stamping to a container lot size of 500. The welding process container lot size is 100 pieces and the finished goods package is a container lot size of 20. If we define our manufacturing routing with new item numbers as the container lot size changes, we could set up the routing like this:
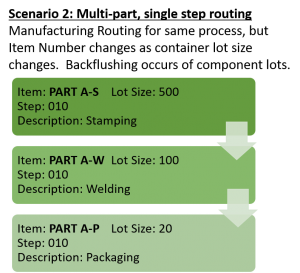
The three item numbers are each defined with their respective container lot sizes. Part A-S is a component of Part A-W and Part A-W is a component of Part A-P.
While these two processes are mathematically the same, the second option provides better traceability and is easier functionally for the operator to perform.
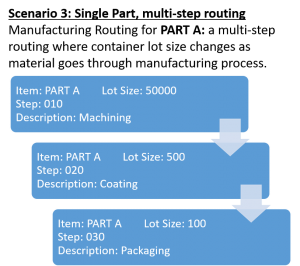
Scenario 3: Warren Screw Products, Inc. Success Story
AIM Computer Solutions developed an alternate ERP-based solution for lot control for Metro-Detroit automotive supplier, Warren Screw Products, Inc.
Warren Screw Products, Inc. is a manufacturer of turned, broached, machined and assembled metal components for automotive OEMs.
Many of the company’s customers are requesting full lot traceability, from raw materials through the finished product. For automotive manufacturers like Warren Screw Products, this means tracing all materials, processing steps, inspections and component information back from individual vehicle identification numbers (VINs) to subsystems, components and raw materials records. With such traceability information, manufacturers can identify the root cause of a defect easily and quickly to maintain quality and reliability.
Automotive manufacturers likewise must meet traceability requirements laid out in AIAG CQI-28.4.2 Traceability Guidelines, which AIM Computer Solutions Director of Implementation, Jeffrey Sawka and Vice President, Jerry Czernel as a member of AIAG’s Quality Steering Committee helped develop. These guidelines spell out how suppliers will provide unique serial numbers for each component, assembly or sub-assembly.
The serial numbers identify production raw material, date, time, testing parameters and data, and sub-assembly and component lot numbers. OEMs link each unique serial number to their VINs to achieve maximum traceability.
“Because our customers in the automotive industry require full traceability back to raw materials and for every process step of production, we need the traceability and quality that AIM Vision ERP delivers,” remarked Warren Screw Products Purchasing Director and ERP System Analyst, Jennifer Kaspari.
The Perfect Scenario
Warren Screw Products manufactures screw machined products in gigantic batch quantities to cover weeks or months of demand. The batch quantities are reduced as they go through downstream processes, especially as they go through outside manufacturing – the company only wants to process what it can sell. The gigantic batch gets packaged down into numerous customer containers.
While Scenario 2 would have worked very well for traceability, because Warren Screw Products Inc. is a third-generation, family-owned and operated business, they already had significant historical data with their routings that were set up in a single-part, multi-step environment. The challenge came on the production floor as team members struggled to perform the Lot Break function in Scenario 1 before the lot was posted to the next production step. They didn’t have an easy way of breaking off pieces of lots to continue processing them and still maintain lot traceability.
That’s where Scenario 3 comes in. Scenario 3 will do the lot break in the production posting process.
In this scenario, the container lot is moving from Step 010 to Step 020, but the quantity being moved forward to Step 020 is less than the quantity of the lot at Step 010. The operator is given the option, in a single function, to perform a lot break (creating Lot 008-01), post the production and leave the remaining balance on the original Lot (Lot 008).
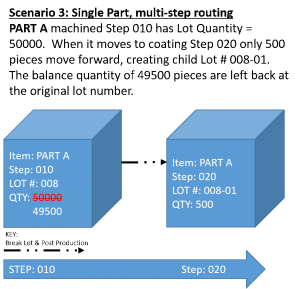
The operator no longer needs to remember to pre-break the lot. In other words, the system handles both a lot break and production posting in one process, making a seamless function for the operator and keeping traceability intact.
It’s All About the ERP Configuration
In a nutshell, traceability in manufacturing comes down to examples like this: when every third lot comes from a mixed lot of raw materials and systems aren’t configured to recognize them as such, traceability fails. Some ERP solutions can do this if they are properly configured. It’s more than a matter of a function or module – it’s about how the system is configured to achieve 100 percent traceability. Properly configured ERP software makes a difference in traceability and quality assurance by properly capturing production transactions and doing so as simply as possible so that the operator isn’t even aware that it’s happening.
ERP consultants and implementers need to consider many factors when choosing how software should be configured. This includes:
- Single-part, multi-step versus multi-part, single-step routings
- Lot quantity size as a part moves through production process
- Will you want to print a new traveler/router at each step? (Tip: if the answer is yes, then best practice would be to set up multi-part single-step routings.)
- Material Requirements Planning (MRP) logic is heavily reliant on levels of bill of material (BOMs). Deep routings that create more complex MRP generations would be the number one reason to change from a single-part, multi-step routing to a multi-part, single-step routing structure.
AIM Computer Solutions has a viable ERP option regardless of how your manufacturing routing is set up. Traceability and quality assurance happen when you can capture the production transaction within a difficult environment while making it easy on the operator.
{kind=link}